Abkanten & Biegen.
Kantteile mit Radien und Winkeln in definierten, engen Toleranzen
Dreidimensionale Bauteile werden auf einer unserer fünf Abkantpressen gebogen. Dabei arbeiten unsere Experten beim Abkanten nach Ihren Zeichnungsangaben, Toleranzen und Radien. Durch die Kantung erhält das Blechbiegeteil eine enorme Stabilität in sich selbst und kann einer erhöhten Belastung standhalten. Bei Klug Laser können Sie zuverlässig Komponenten und Teile aus dem Werkstoff Blech biegen lassen. Erfahren Sie mehr über unser Angebot.

Unser Leistungsspektrum beim Umformen
Fünf Abkantpressen bringen ein breites Fertigungsspektrum für Laser-Kantteile in die Fertigung bei Klug Laser ein. Erfahrene Mitarbeiter kanten die Blechteile mit hoher Genauigkeit – auch in engen Toleranzen. Wir verarbeiten Blech diverser Materialsorten von Stahl und Edelstahl über Aluminium, Kupfer und Messing. Die vorgelagerten Bleche verfügen Dicken je nach Material und Güte von 0,5 mm bis 25 mm.
Moderne Abkantbänke, die von professionellen Fachkräften bedient werden, und eine ausgereifte Lagerhaltung von Blech sowie Planung der Produktion sind maßgebliche Eigenschaften, die uns zu dem zuverlässigen Partner in der Beschaffung von Biegeteilen machen.
Materialien
Materialdicke
Maße
Toleranzen
Stahl
Edelstahl
Aluminium
Kupfer
Messing
Max. Blechdicke bei max. Abmessung von Stahl:
20 mm bei max. 1100 mm
15 mm bei max. 1500 mm
12 mm bei max. 2000 mm
Max. Blechdicke bei max. Abmessung von Edelstahl:
20 mm bei max. 1100 mm
15 mm bei max. 1100 mm
12 mm bei max. 1500 mm
Max. Dicke Aluminium: 10 mm
Max. Dicke Buntmetall: 8 mm
Maximales Gewicht: 250 kg
Maximale Teileabmessung:
3.980 mm (bis 8 mm Stahl/Edelstahl)
Minimale Teileabmessung:
20 mm
Mindestens nach DIN ISO 2768-m oder nach Ihren mitgelieferten Toleranz-Anforderungen
Abkanten – Maschinenpark und Biegetechnik
Das Abkanten von Blech erfolgt in unserer Blechbearbeitung auf einer von fünf Gesenkbiegemaschinen der Marke TRUMPF. Vorbereitete Laserzuschnitte werden zu diesem Zweck aus dem vollautomatischen STOPA Blechlager an die Abkantpresse ausgelagert oder durch die ausgereifte Intralogistik prozessoptimiert platziert. Dank hoher Presskraft und großer Werkzeugvielfalt unserer Biegemaschinen können wir auch komplexe Formen und dicke Materialien aus Metall kanten.

TruBend 5320
Maximallänge
4000 mm
Maximaldicke
20 mm
Presskraft
3200 KN
Biegesensorik
ACB Laser Winkelmesssystem
Auch komplexe Formen
TruBend 5230
Maximallänge
4250 mm
Maximaldicke
20 mm
Presskraft
2300 KN
Biegesensorik
ACB Laser Winkelmesssystem
Auch komplexe Formen


TruBend 5085
Maximallänge
2210 mm
Maximaldicke
12 mm
Presskraft
850 KN
Biegesensorik
ACB Laser Winkelmesssystem
Auch komplexe Formen
TrumaBend V 1700
Maximallänge
3000 mm
Maximaldicke
12 mm
Presskraft
1700 KN
Biegesensorik
ACB Laser Winkelmesssystem
Auch komplexe Formen

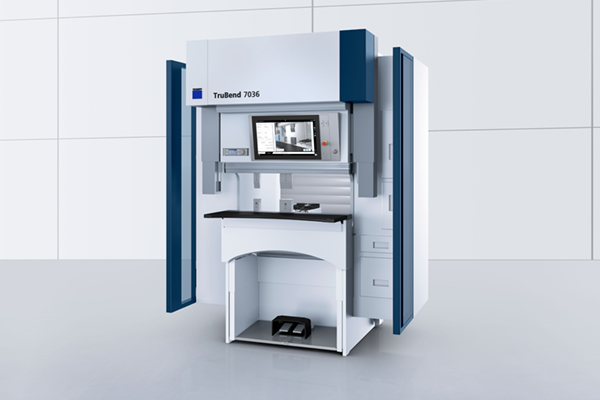
TruBend 7036
Maximallänge
1020 mm
Maximaldicke
6 mm
Presskraft
360 KN
Biegesensorik
ACB Laser Winkelmesssystem
Auch komplexe Formen
Rundbiegen – Vier-Walzen-Rundmaschine
Um einen großen, glatten Radius an einem Blech zu realisieren, setzen wir auf das Rundbiegen mittels 4-Walzen-Rundbiegemaschine. Auch bei diesem Verfahren wird das Blech durch Krafteinwirkung umgeformt.

Vier-Walzen-Rund-Maschine
Biegebreite
1550 mm
Maximaldicke
6 mm
Durchmesser obere Walzen
130 mm
Abkanten und Biegen von Blech
Das Abkanten ist eines der wichtigsten Fertigungsverfahren im Bereich der Umformtechnik von Blech. Häufig wird auch vom Biegen, Kanten oder Gesenkbiegen gesprochen. Gemeint ist das Verfahren, bei dem die Blechumformung des Metalls mittels mechanischer Krafteinwirkung bewirkt wird.
Das Kanten von Blech wird auf CNC-gesteuerten Abkantpressen, beispielsweise des deutschen Qualitätsherstellers TRUMPF, vorgenommen. Neben dem Einsatz einer Gesenkbiegemaschine gibt es die Möglichkeit Kantungen mit einer Schwenkbiegemaschine zu erzeugen. Das Gesenkbiegen hat den Vorteil, sehr flexibel zu sein und mit Hilfe vielfältiger Oberwerkzeuge eine große Teilediversität zu ermöglichen.
Das Oberwerkzeug (Stempel) wird beim Gesenkbiegen durch eine Abwärtsbewegung des Pressbalkens in ein V-förmiges Unterwerkzeug (Matrize) gedrückt. Hierbei entsteht eine kontrollierte, präzise Umformung. Verarbeitet werden Bleche aus Stahl, Edelstahl, Aluminium oder Buntmetall.


Rundbiegen
Beim Rundbiegen wird das Blech, wie der Name verrät, mithilfe von Walzen gleichmäßig rund gebogen. Auch bei diesem Verfahren bewirkt mechanische Krafteinwirkung die Verformung des Materials. Durch die Walzen wird das Blech mit einem großen, glatten Radius versehen.
Alternativ können Radien mittels einzelner Abkantungen Schritt für Schritt erzeugt werden. Dabei entsteht jedoch kein perfekt runder Radius und die Abkantstellen sind später am Teil sichtbar.
Nehmen Sie jetzt Kontakt zu uns auf!
Senden Sie uns eine Anfrage über das Kontaktformular
Sie sehen gerade einen Platzhalterinhalt von HubSpot. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr Informationen
